Leading LED Technology Since 2009
Focus on custom wavelength from 250nm to 1600nm with 2016, 2835, 3528, 3535, 3030, 5050, 6868, 7070 and 9090 package, 0.2W to 500W High Power LED for Medical, Industrial, Defense, Aerospace, Surveilance, Scientific and other versatile applications.
Contact UsAbout Lumixtar
With over 16 years of experience in LED technological packaging, we are dedicated to providing innovative lighting solutions.
Your Trusted LED Partner
Since 2009, Lumixtar is driving light innovation with transformative illumination solutions. We focus on providing custom and special wavelength LEDs that offer superior reliability, long-lasting performance and a distinct competitive advantage. Our commitment is to empower our customers through advanced, tailored light technologies.
We could design, customize and develop a comprehensive portfolio of LED for UV Disinfection, UV Curing, Medical Instrument, Red Therapy Light, Horticulture, Defense, Aerospace, Industrial Use and other professional applications.
Our mission is to deliver products through rigorous quality control and commitment to custom-designed solutions to ensure and address our clients' most cirtical needs.
Learn More
Our Product
We have a comprehensive portfolio of led components for versatile application.
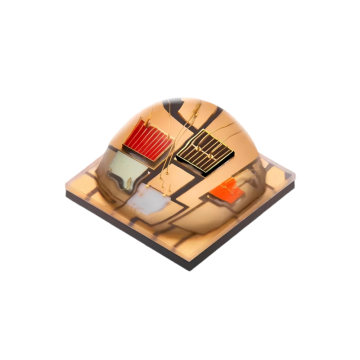
SMD LED and High Power LED
Covering 0.2W to 500W with a broad 250-1650nm wavelength spectrum, including versatile SMD options.
Read More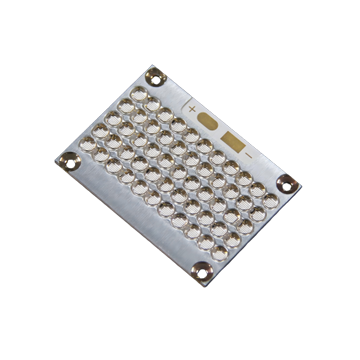
Custom LED Solutions
Custom LEDs products engineered to meet any specific requiremnt for wavelength and power.
Read More
High CRI COB LEDs
Sunlight full spectrum with high CRI>95, our LEDs are precisely tuned to cover wavelength from 365nm to 1050nm.
Read MoreOur Factory
State-of-the-art manufacturing facilities with advanced equipment and strict quality control.

Automated Production Lines
Advanced automated production lines ensure consistent quality and high-volume manufacturing capabilities.

Clean Room Facilities
Our Class 1000 clean rooms ensure the highest quality standards for LED packaging and assembly.

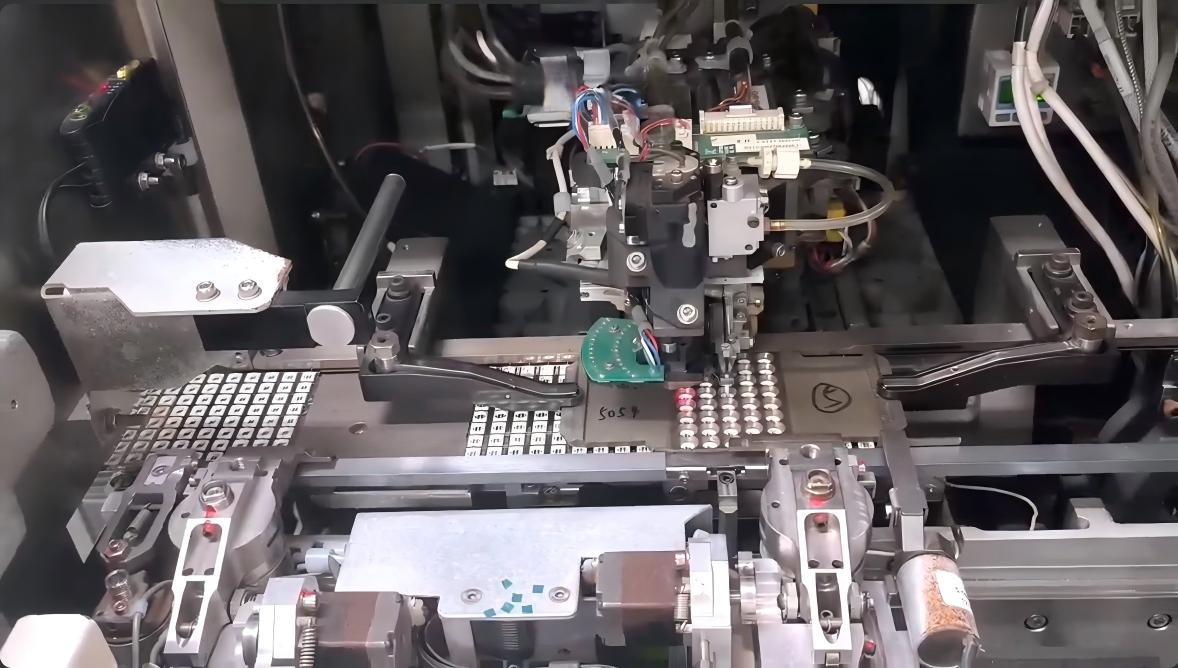
Wire Bonding Workshop
The solid welding workshop use the industry's most advanced ASM and KS solid welding equipment.

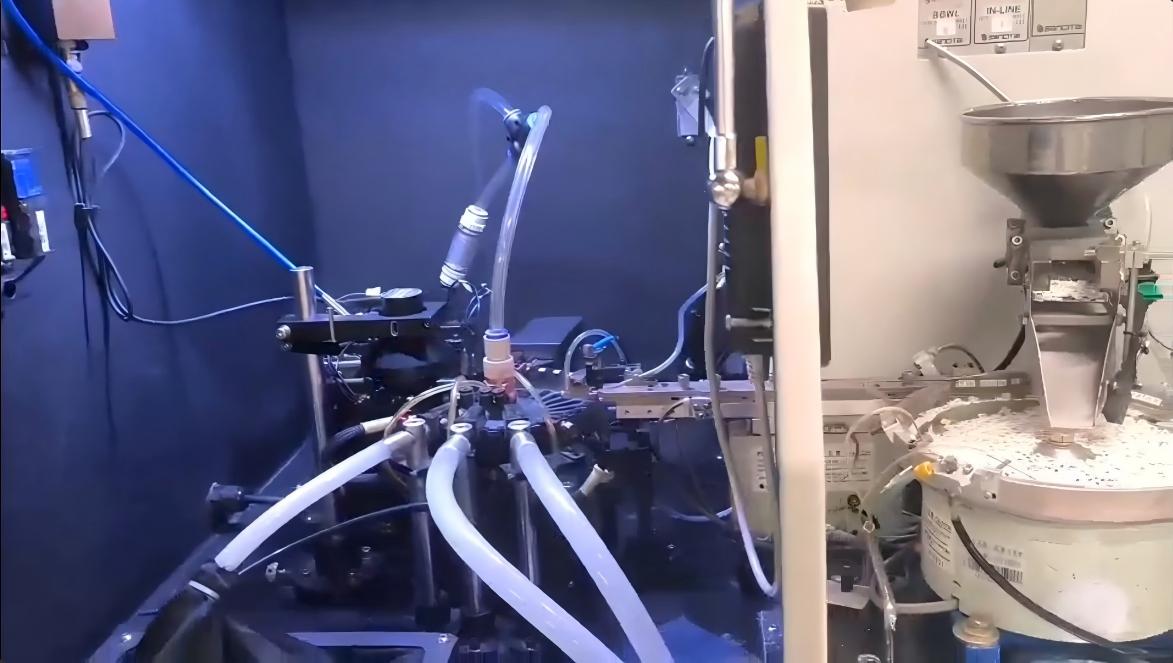
Plastic irrigation workshop
Precisely dispenses and encapsulates LED chips with epoxy resin, protecting them and shaping their final optical properties.

Quality Control Center
Measures key LED optical parameters like color coordinates and CRI for quality control on the production line.

Modern Warehouse
Manages LED materials and finished products, maintaining organized inventory and supporting production flow.
Precision Production Process
Every LED is crafted through a meticulous, multi-stage process to ensure superior performance and reliability.

Step 1: Die Bonding
Using automated die-attach equipment, the LED chips are precisely placed and bonded into the substrate or package lead frame with high-thermal-conductivity solder.
Step 2: Wire Bonding
99.99% Pure gold wires are used to create stable electrical connections between the chip and the package terminals. This critical step is monitored for consistency and strength to ensure long-term stability.

Step 3: Molding and Dispensing
The silcone and phosphor mixture is precisely placed into LED package on the top of the LED chip. This coating defines the final color and protects the LED from physical and environmental damage.
Step 4: Oven Baking
LEDs are cured in a controlled oven. The thermal process hardens the encapsulant, ensuring its long-term structural integrity, optical properties, and overall reliability.

Step 5: Bining and Taping
LEDs are measured for key parameters like the lumen output and the color. They are sorted into performance bins and reeled into tape for efficient handling and automated assembly.
Step 6: Quality Control
A final sampling audit tests electrical performance and reliability to make sure the entire batch meets all specifications, ensuring consistent, higFeah-quality product before shipment.

Our Advantages
Why customers choose LUMIXTAR for their LED solutions.
Industry Leadership
With over 15 years of expertise and trusted by 1000+ global clients, we deliver proven LED solutions worldwide.
15+
Years Experience
1000+
Global Clients
Production Excellence
State-of-the-art manufacturing facilities ensuring reliable supply, fast delivery, and exceptional quality standards.
5 million
Weekly Capacity
99.2%
Yield Rate
Custom Solutions
Technical support and custom LED solutions to meet your specific application requirements.
24/7 Support
Innovation
Our Equipment
Advanced machinery and testing equipment to ensure the highest quality standards.

Automated Die Bonders
High-precision automated die bonding equipment for accurate chip placement and superior thermal performance.

Wire Bonding Systems
Advanced wire bonding systems ensuring reliable electrical connections and long-term stability.

Automatic plastic irrigation
Precisely dispenses and encapsulates LED chips with epoxy resin, protecting them and shaping their final optical properties.

oven equipment
The oven equipment automatic thermostatic oven strictly control the baking temperature and time.
Spectrophotometric
Measures key LED optical parameters like color coordinates and CRI for quality control on the production line.
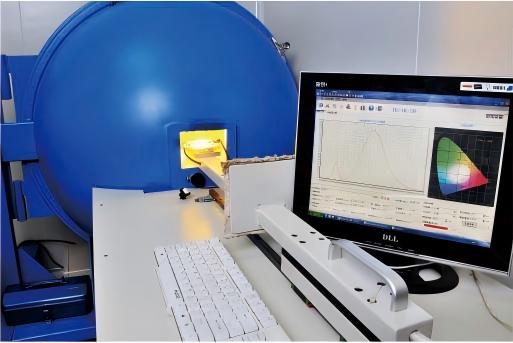
Spectroradiometers
High-precision optical testing equipment for accurate measurement of spectral power distribution and color metrics.

Testing Machine
Tests and sorts finished LED chips by key parameters like voltage and brightness, ensuring performance and quality.
Our Partner







Ready to Illuminate Your Projects?
Contact us today to discuss your LED requirements and discover how LUMIXTAR can provide the perfect lighting solution for your application.
Get In TouchWith over 16 years of experience in LED technological packaging, we are dedicated to providing innovative lighting solutions.
Read More

